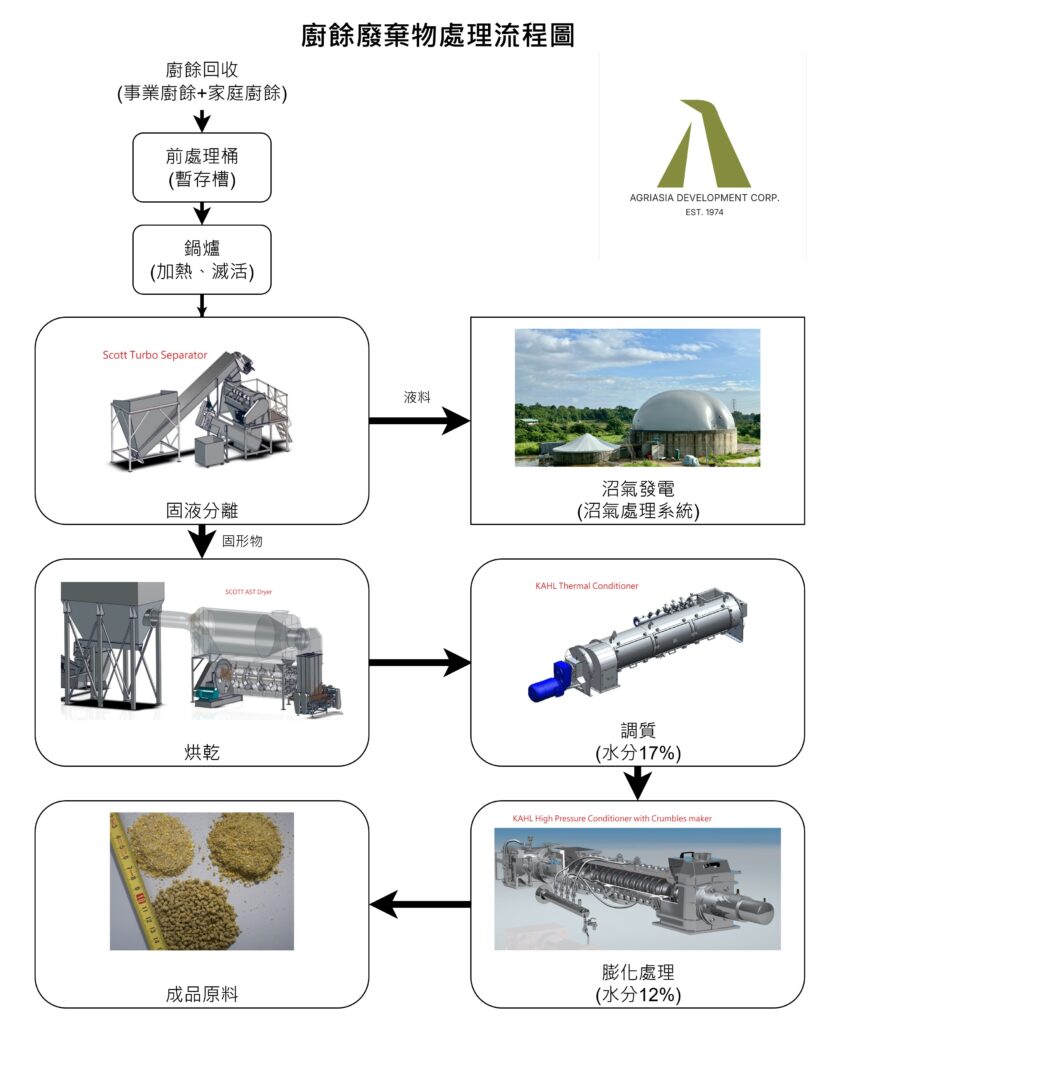
全自動化流程: 從回收、加熱滅活到膨化處理一氣呵成,節省 60% 人力。
高效固液分離: 採用專利分離技術,大幅降低後續烘乾能耗。
精準水份控制: 透過 KAHL 調質與膨化技術,確保成品水份精準控制在 12%。
綠色循環經濟: 系統可銜接沼氣發電,將廢棄物變為再生能源。